Moto Guzzi V700, V7 Special, Ambassador, 850 GT, 850 GT California, Eldorado, and 850 California Police models
Created:
Updated:
Thanks to George Dockray and Dennis Beyer who posted this information on the old Yahoo! Loopframe_Guzzi news group (which has now moved to Groups.io).
In George's own words:
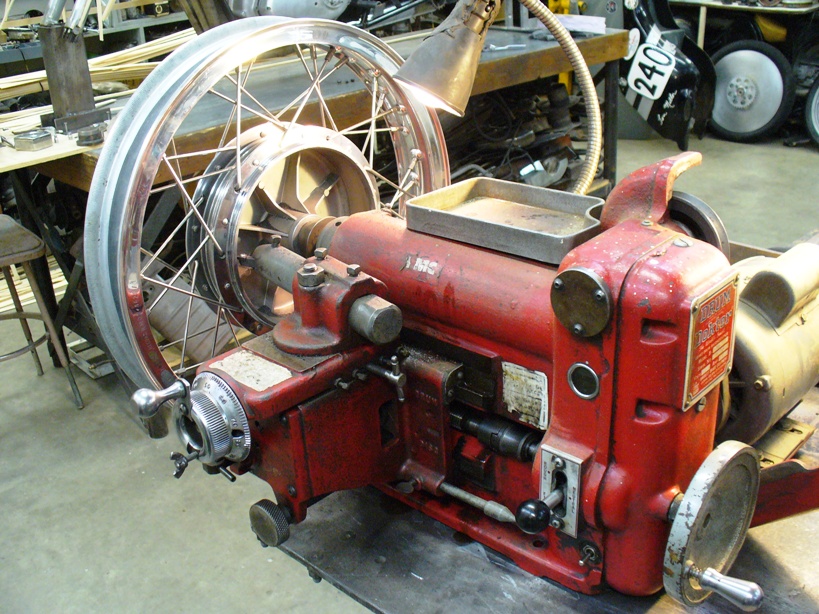
I usually turn the drums and shoes on my drum brake bikes. Here's the set-up using an old car drum turning rig that allows the entire wheel to be mounted. Having it spoked up is best IMOH since after truing, it distorts a bit.
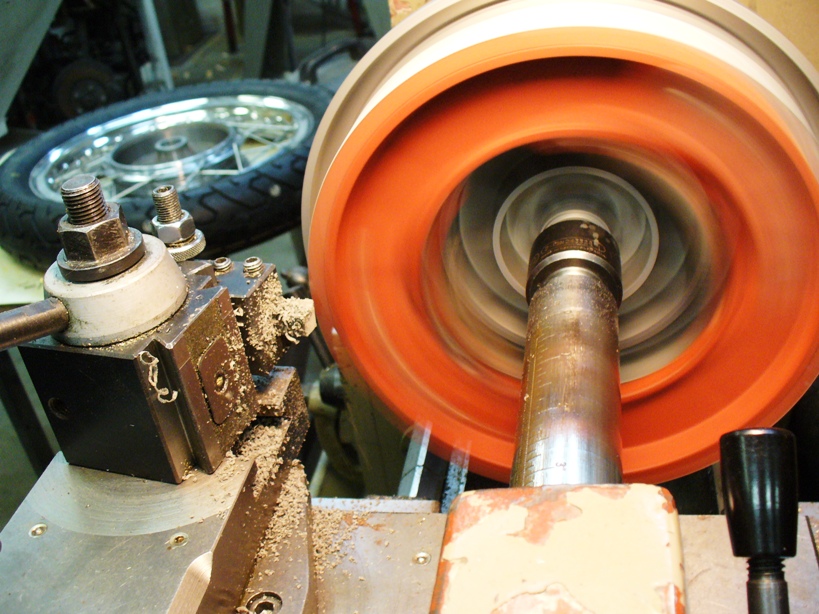
I turn down the shoes on a lathe with the shoes shimmed up 0.01 inch. Turn down until they will just barely fit with shims installed.
In response to a question about what to tell your machinist, George states:
If he has one of thos old-style drum turning machines, it comes with varios size cones & spacers to mount up the wheel assembly. You'll have to remove the wheel bearings BTW.
As to the mounted brake shoes, I just put a piece of 0.01 inch shim stock between the brake cam & shoe heel, mounted in the lathe with an arbor that will have to be made up. Then turn down to just barely fiting inside the drum (after it's been trued). Don't forget to grind an appropriate amount of leading edge chamfer on the pads after turning them to fit.
Turning the drum.
Photo courtesy of George Dockray.
Turning the shoe assembly.
Photo courtesy of George Dockray.
In Dennis' own words:
Hi all, I want to share a technique I used to arc brakes shoes for my 1974 Eldorado with 4LS front brake. I had arced the old shoes using adhesive backed sandpaper on the inside of the drums and sanding the shoes until they lost all of the pencil line I had scribbled across the lining surface. The front brake was better, but the rear brake just didn't perform like I though it should - I was not able to lock up the rear wheel at slow speed with the full amount of pedal pressure I was able to apply. The linings measured about 4 mm thick after arcing, so they were well above the 2.5 mm minimum thickness specified in the manual. Compared to my recently acquired 1976 T3, I was longing for better brake performance on my Eldorado.
I decided to replace the Eldorado brake shoes with new Ferodo shoes. The lining thickness on the Ferodo shoes were such that they would not even go into the drums when installed on the backing plates, so the sandpaper technique was not viable. Lots of online sources describe arcing brake shoes on a lathe. I have an old 10 inch Logan lathe, but the front backing plates are too large to swing in my lathe. I also have an old Taiwanese round column milling machine, so I decided to try and use the mill to arc the brake shoes. I locked the axle vertically in the vise with a vee block, and held the backing plate against the axle shoulder with a combination of a large washer, an old steering head bearing set, a collet that fit axle to center the bearing, a spacer, and the washer and axle nut. I tightened the nut enough to hold the backing plate firm against the axle shoulder, yet allow the backing plate to be turned by hand.
An inexpensive (< USD $25.00) Westward drum brake resetting gauge I got from Amazon was used to measure the inside diameter of the drum and serve as a gauge to check the progress of the arcing. I used a Gator brand 11⁄2 inch diameter by 11⁄2 inch long sanding drum I got from Lowe's to sand the brake linings. The linked photo shows the setup on one of the front brakes. In the photo you can see the dial indicator I used to find the high spot for starting the process and to measure the out of roundness as I went. I sanded the linings in about 0.002 inch increments until a 0.02 inch feeling gauge would slip between the lining and the resetting gauge. I used 0.02 inch based on the recommendation on the Vintage Brake tips webpage.
I just went for the first ride after installing the brakes, and am pleased to report the rear brake now easily locks up the rear wheel, and the front brakes are much better. It will be interesting to see how they perform as the linings bed into the drums. I'm hoping for the type of performance from the 4LS front brake that has been described in a number of online posts.
I suspect this technique could be done on a drill press with a good cross slide vise.